Experten-Bewertung
• Schlieren entstehen meist durch viskositätsbedingte Unterschiede des Materials während des Formfüllvorganges. Der Viskositätsunterschied kann verschiedene Ursachen haben. Bei Blends, wie z. B. ABS/PC, sind es die unterschiedlichen Materialien mit unterschiedlichen Fließeigenschaften, die bei längeren Fließwegen meist zu Schlieren führen. Füllstoffe führen zu ähnlichen Unterschieden mit den gleichen optischen Fehlern.
• Schlieren und Farbunterschiede können auch durch thermische Schädigung der Kunststoffmasse entstehen. Ursache hierfür sind zu hohe Verarbeitungs-temperaturen, die über zu hohe Scherung und Friktion des Materials während des Füllvorganges oder zu große Temperaturschwankung der beheizten Zonen oder Verweilzeiten im Materialfluss entstehen.
• Feuchtigkeitsschlieren entstehen oft angussnah und lassen sich durch prozesssichere Vortrocknung vermeiden.
• Allen diesen Schadensbildern gemeinsam ist, die Kompaktheit der betroffenen Stellen.
• Hohlräume, wie Lunker und Vakuolen, entstehen in der Regel bei dickwandigen Bauteilen. Diese Hohlräume finden sich normalerweise in der Mitte der Wanddicke und werden bisweilen auch bewusst zur Gewichtsersparnis erzeugt (Gasinnendruck oder Wasserinjektion).
• Schlieren und Fehlstellen entstehen auch oft, wenn – geometrisch bedingt – die Luft im Werkzeug von der Masse umschlossen wird und nicht mehr entweichen kann. In diesem Fällen treten auch Verbrennungen der Masse an den Grenzflächen auf (sog. Brenner).
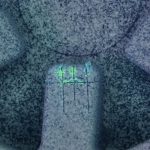
• Die im vorliegenden Fall entstandenen sehr kleinen Blasen rühren ebenfalls von der Inhomogenität der Masse her. Während des Aufschmelzens der Granulatkörner konnte die Luft, die entweder zwischen den Körnern eingeschlossen wurde, oder im Korn selbst enthalten war, nicht mehr den Massezylinder verlassen. Auch während des Spritzvorganges konnte die eingeschlossene Luft nicht an der Werkzeug-
trennung bzw. Entlüftung entweichen.
• Zur Reduzierung dieses Effektes sollte die Dosierzeit möglichst lange sein, ggf. kann mit einer Verschlussdüse die Zeit noch weiter verlängert werden.
• Die Entlüftung des Werkzeuges kann ggf. an den Rippen verbessert werden.
• Die Geometrie der Teile bedingt relativ starke Masseanhäufungen sowie viele Bindenähte, vorrangig im Rippenbereich. Diese beiden Effekte erzeugen viele potentielle Lufteinschlüsse.
• Zur Verbesserung der Wanddickenverhältnisse und Vergrößerung der Kugelanlageflächen ist evtl. denkbar, die Bauteile zweiteilig auszuführen und anschließend zusammen zu schweißen. Damit könnte bei mittiger Anspritzung jegliche Bindenaht vermieden werden. Als Schweißverfahren kommen Ultraschall-schweißen, Rotationsreibschweißen oder Heizelementschweißen, evtl. auch Laserschweißen in Frage.